放热焊接模具,熔粉及相关工具
2.1放热焊接模具的技术要求:
放热焊接模具应采用石墨制成,根据需要的连接方式和连接导体开模,每个模具应能承受高温,每个模具的使用次数不得小于50次(按操作指导的要求操作)。
2.2放热焊接熔粉的技术要求:
2.2.1熔粉不应含磷,无毒无害。
2.2.2为保证存放和操作的安全性,熔粉应包括引燃药和高燃点熔粉,熔粉燃点高于引燃药,引燃药的燃点不能低于4550C,引燃药和熔粉必须用专用点火枪点燃,普通打火机与火应无法点燃熔粉。
2.2.3熔粉使用量应按每个放热焊接点进行配置,并按每个放热焊接点的用量独立包装。
2.2.4应该仅使用按量配置的熔粉即能完成每个焊点的放热焊接,不得使用外加融化铜水或铜材融化后和熔粉混用完成放热焊接。
2.2.5可以采用电子点火式的熔粉进行放热焊接。
2.2.6必须配置相应的专用辅助工具,如模具夹,模具专用清洁工具和专用点火枪等。
2.3放热焊接点质量的检测:
2.3.1供应商应提供以下型式试验报告:短路电流试验报告直流电阻试验报告 试验报告应由国家或国际权威试验中心提供。与提供的产品应是相同材料和施工工艺。
试验标准参照IEEEStd837TM-2002(IEEE变电站接地系统永久性连接质量标准)。
2.3.2现场可根据实际情况,对放热焊接点应抽样进行锯开检查,接点应完全熔化焊接。
2.4包装要求:
2.4.1每个模具应独立包装,并应标有商标,型号以及对应的应使 用的熔粉型号和数量。
2.4.2熔粉按每个放热焊接点的用量独立防潮包装。
2.4.3提供模具焊接的指导说明书

镀铜绞线(铜绞线)T型焊接模具

常用焊接焊药|焊剂

几种焊接模具
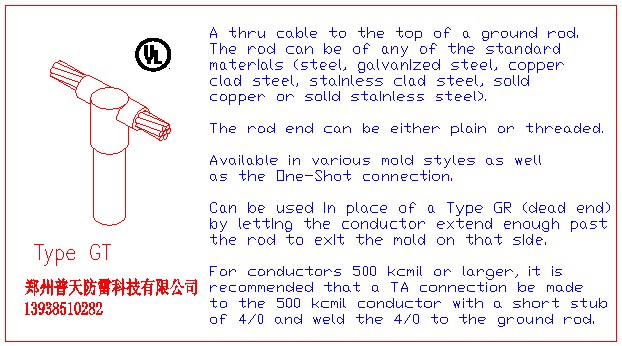
接地棒与接地镀铜绞线T型焊接图
更多放热焊接内容请查看:http://www.kwspd.cn/shows/11/


