设为首页
|
收藏本站
网站首页
关于我们
新闻动态
防雷产品
解决方案
工程案例
下载中心
常见问题
联系我们
下载中心
您的当前位置:
首页
>
下载中心
软件名称:
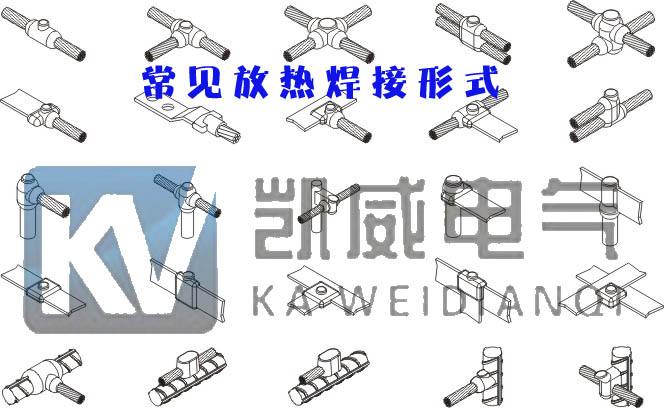
放热焊接资料下载2
下载地址:
点此下载
软件简介:
放热焊接资料下载2
产品分类
离子接地极
接地模块
降阻剂
接地产品配件
放热焊接
镀铜产品
艾力高
避雷针
OBO防雷器
联系我们
河南凯威接地事业部
电话/传真:0371-63760001
手机:139 38510282
在线QQ:158132736
邮件:13938510282@163.com
地址:郑州高新区莲花街316号电子电器产业园
展开
收缩
QQ咨询
在线咨询
OBO销售
避雷针销售
销售部
物流部
电话咨询
0371-63760001
联系我们